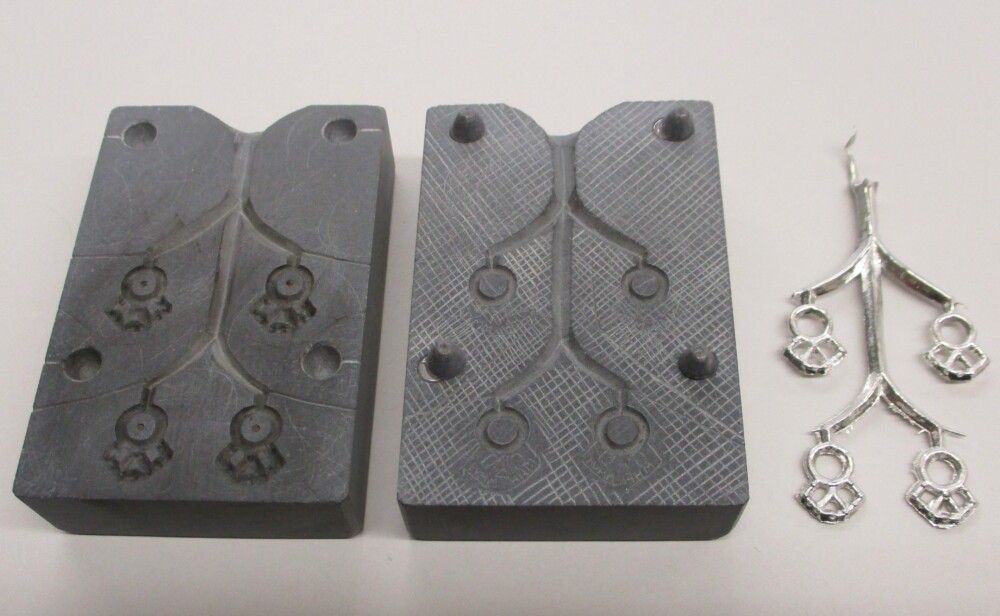
We used to offer a low-profile eyelet with three sewing holes and a pearled surface. It was copied after an original lacing eyelet in our collection. The eyelet was attractive and sturdy but the mold had problems.
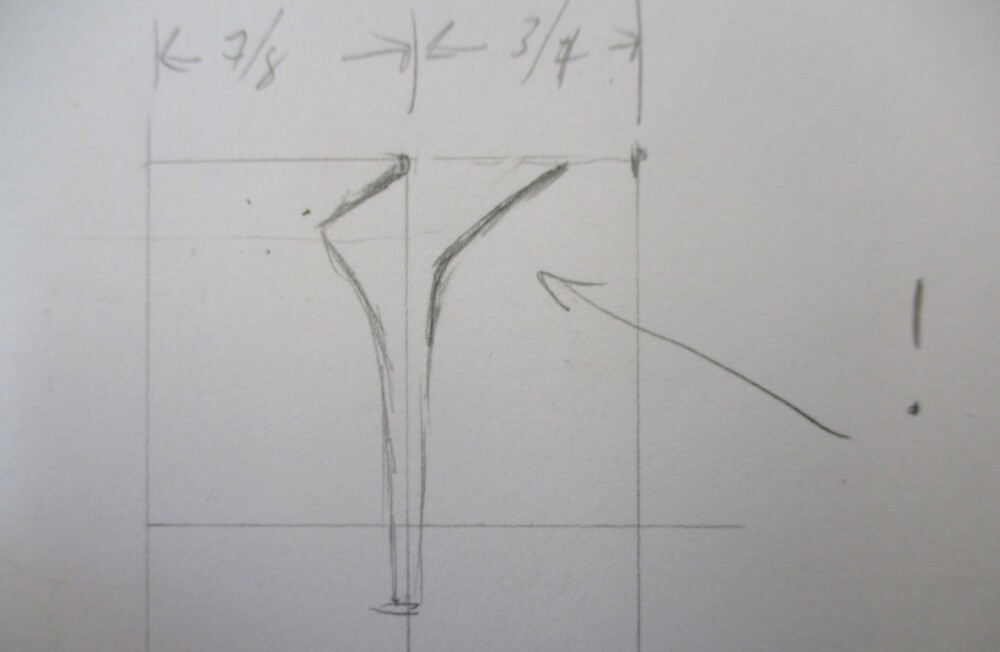
There are several ways to arrange the cavities in a gang mold – and all have their uses. Marianne, who made the first mold in 2006, used a vertical sprue with individual channels branching out for each eyelet. The channels travel towards the outside of the mold, then drop vertically with the eyelet cavities all descending at the same angle.
If a gang mold is properly made all the cavities fill perfectly every time. If it is not, some cavities do not fill or fill incompletely. Meanwhile, other cavities flash (have “fins” of unwanted metal that sneaks between the mold parts) and have to be cleaned up after casting. The problem with arranging the cavities vertically in a gravity-fed mold is that the lower cavities cast completely at a lower temperature (of mold and/or metal) than the upper ones – or more consistently – because the pressure is greater at the bottom. Usually you can adjust the spruing and gates so that most of the castings are satisfactory most of the time.
This mold shows one way to try solve that problem – the upper branching channels are thicker than the lower ones, feeding more, hotter, metal to the higher cavities. Making the mold was a prolonged struggle, with repeated unsuccessful efforts to balance the pressure to each casting. It is also a tightly fitted mold and needed extensive venting. We were in the midst of a period of exploration of venting technologies, and Marianne vented it – too aggressively – with a grid of closely spaced vents across the entire back mold valve. The result was that, even after all the fuss, castings usually had fewer than four complete eyelets and many of the complete eyelets were flashy.
We continued to use the mold for a number of years, fiddling with metal temperature as we poured to try to control the flash; cleaning the flash off rapidly while cutting the eyelets from the sprue; throwing a lot of partial casts back into the pot, and cursing. We eventually introduced our pointy eyelets and let the filigree eyelets drop out of production.
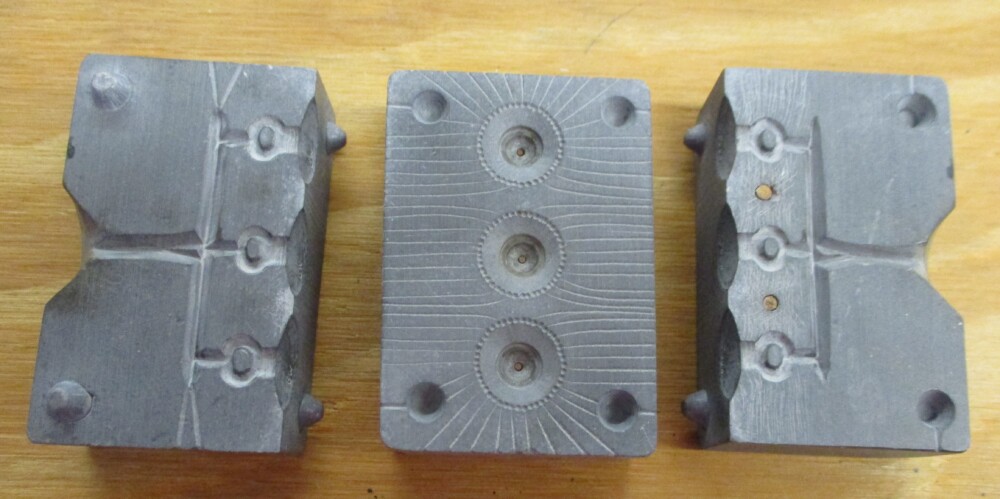
The pointy eyelet mold is laid out on a different plan, with one sprue descending to a horizontal runner – and it worked well from the beginning. This arrangement equalizes the pressure to each cavity better, although you have to tweak the thickness of the runner to optimize it. This sort of mold is also sensitive to whether it is level when the metal is introduced, as a tilted mold may give you flashy castings at the lower end of the runner and incomplete ones at the higher end.
This week Mac remade the filigree eyelet mold on the same pattern as the pointy one. The new mold is also vented very thoroughly – those are vents straight through the stone (filled with copper wire) between each of the cavities – but more expertly. We know more than we did 16 years ago, thank goodness.
With the horizontal runner this mold consistently casts four perfect eyelets every time. We are offering this nice little lacing eyelet again.
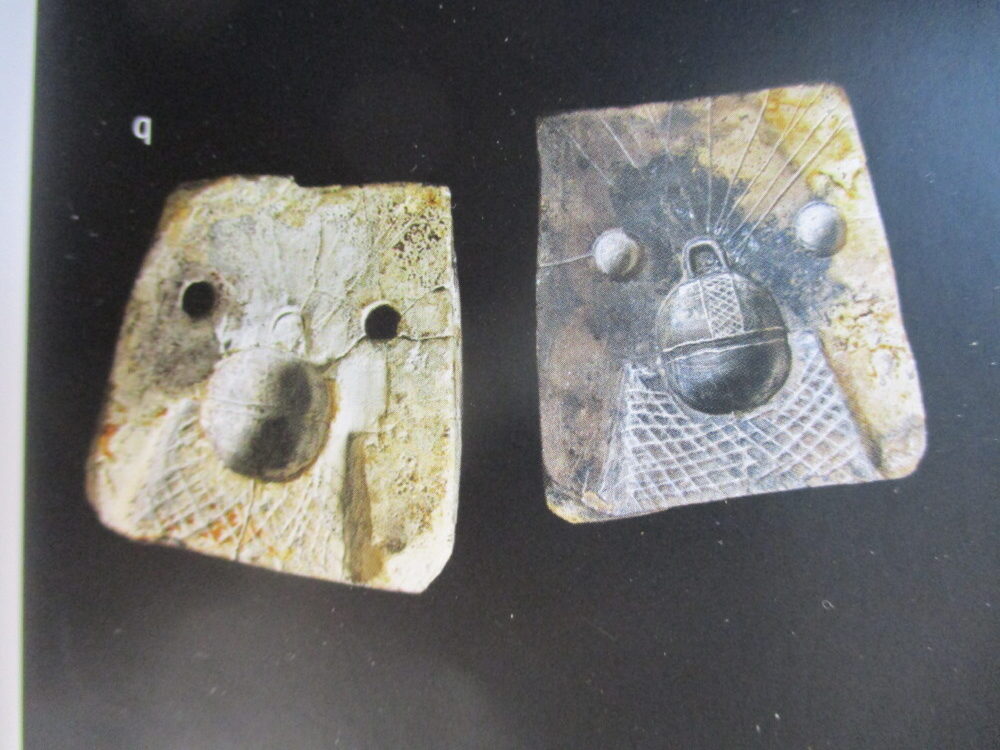
During our greedy, obsessive, first read-through of Daniel Berger’s magisterial book on the hundreds of 13th-century molds from Magdeburg* we noticed a number of molds where the gate (pouring basin) in one of the two mold pieces was closed off by a sort of dam of stone. On the left below, a detail of a dammed-gate mold from Magdeburg. On the right, a sketch of a cross-section through a two-part mold, showing the shapes of the pouring basin in the two halves.
By the second read-through we had realized that of the nine complete molds with restricted pouring basins, all also had one or more hollowed out cavities for cast-in stones. (One mold was broken and there is no way to know what was in the broken part). We have always poured molds with glass stones in 3-part molds and carefully upright, so that gravity holds the stone level while the metal washes around it (3-part mold for buttons with glass stones below, left). But except for 3-part ring molds, the pewterers in Magdeburg seem to have poured items with stones in 2-part molds – at enough of an angle to keep the stone in place, and with a dam across the lower gate to keep the metal from sloshing out. On the right, below, a view of the gates/pouring basins of the 3-part button mold and the 2-part clasp mold.
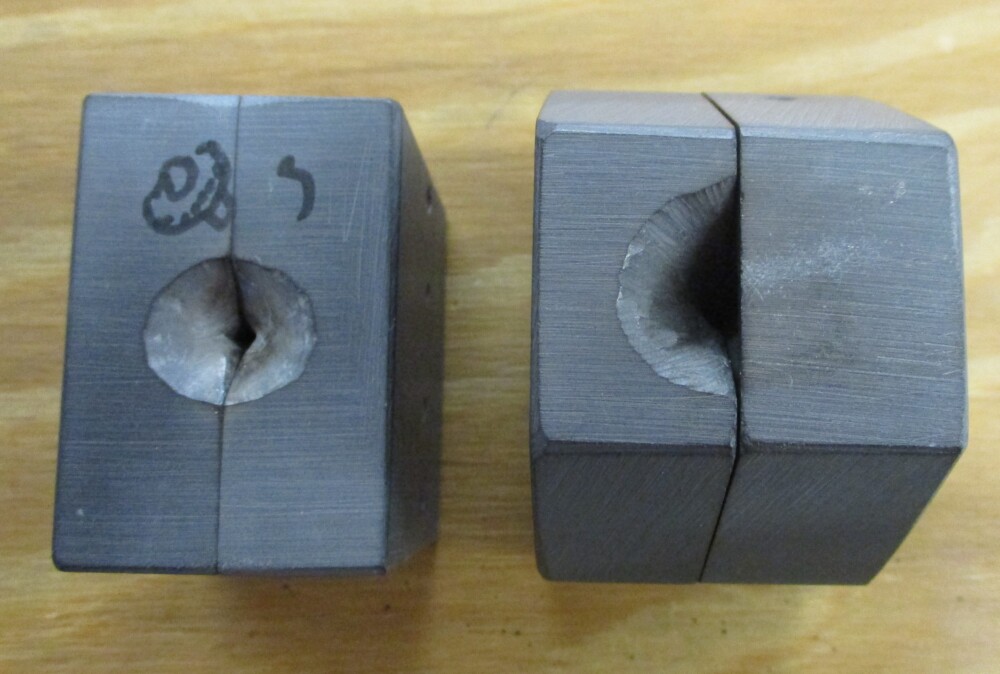
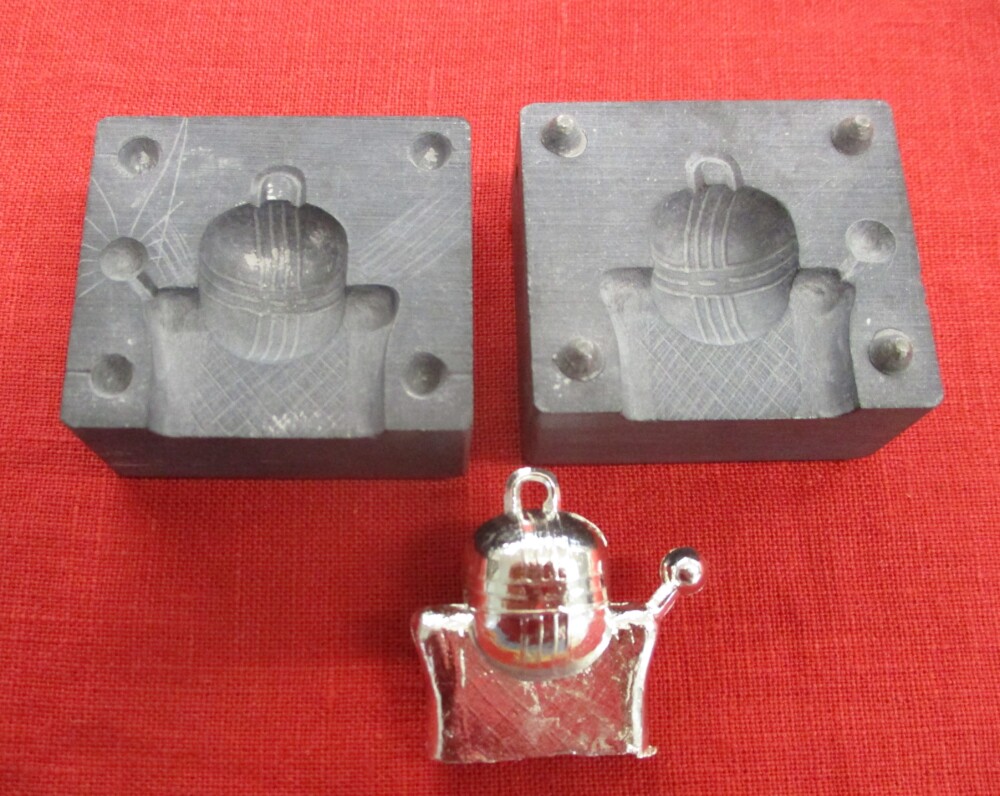
You know we just have to try something that cool – and Mac has made it work with a copy of one of the Magdeburg molds. The original (below, left) was unfortunately damaged and much of the stone that blocks the gates has broken away. Our copied mold shows what the old one looked like in its prime.
To pour the mold we set a glass stone in the bezel cavity in the lower (constrained) mold half, then level it with a wooden tool.
When the stone is level we set the other half of the mold on top. Holding the mold at an angle, we pour the pewter. Below, right, a completed casting in the mold.
In the completed casting, the stone is held in place by a bezel on the front and the extension of the stem on the back. We have made a brief video showing Mac pouring the clasp. You can view it on Youtube.
We look forward to your comments and questions!
*(Berger, Daniel. Magdeburger Gießformenfund – Herausragendes Zeugnis handwerklicher Zinngießer in einer mittelalterlichen Metropole. Halle: LADA Sachsen-Anhalt, 2020). A must-have for the serious student of medieval pewter casting.
We have been wanting to make a larger, round, slush-cast bell. (Are you new to slush-casting? See the very end of this post for a brief explanation – then come back to the top!) Mac worked on the project off and on for several years. There are similar bells from London, Valenciennes, and the Netherlands. There are also (almost) two 13th-century molds (with both mold halves present) for casting them. Why almost? One of the molds has been lost, but sometime before that happened, the owner cast it, so a record of the cavity remains.
The mold on the left was found in Rostock, Germany (published in Berger, 2020, vol. 1, p.136). The lead casting in the middle was made of a mold found in the area of the medieval market and artisan quarters in Rocamadour (Rocacher, J. 1980. Les mouliers de Rocamadour. Bulletin de la Societé des Études de Lot, October–December. 284–92.) On the right, our mold.
We only knew the Rocamadour casting at first and it misled us into thinking that the mold had a core – a carefully fitted piece of wood, for example, that held the bottom of the bell open. We imagined that the tin was poured into the loop and thence the bell while the core was in place, then the core withdrawn to drain the still-molten center of the casting. This was wrong – it was impossible to get enough metal through the loop and, although we do have molds that fill at one end and drain from the other (the horn whistle, the toy ewer, and the hollow domed button), it didn’t work here.
The mold from Rostock makes it clear that the square opening is the gate for both filling and emptying the mold. The shape leaves a opening of even width once the gate is cut away, and the bell can then be cleaned up and finished. Mac’s final mold (the earlier ones were altered beyond recognition in experimentation) works the same way. It casts the “pea” at the same time.
To pour the bell, we fill the mold to the top with pure tin. After a short length of time (Mac counts seconds, depending on the temperatures of the metal and the mold, and also sloshes the metal back and forth to see whether the shell is forming) he pours back the still molten metal from the center of the bell.
The bell comes out with a square, hollow sprue. The sprue in the middle photo is unusually baroque. We clip the “peas” off.
We melt the excess sprue back into the metal in the casting ladle. We think a hot iron is probably a more authentic means of removal, but that is not convenient in our studio.
We trim along both sides of the bell to remove the sprue.
After a quick trip across the grinder (not illustrated), we drop a pea in each bell and squeeze it closed. The completed weight of the bells ranges between ~.29 and .37 ounces/8.25 and 10.5 grams (from a quick weighing of about a dozen sample bells).
Slush casting is used to make hollow objects – ampullae, whistles, toy cooking pots, three-dimensional figures. We have about two dozen items made this way. The molds have large openings and you pour the metal in, wait for it to become solid around the edges, then pour out the metal that is still liquid, leaving a shell. Often there is one gate, which you pour both in and out of. Sometimes there is a gate to fill the mold, and a different gate to empty it. We made a video of Mac pouring the toy cooking pot with lid that shows the process – check it out on Youtube!
Slush casting only works when the metal has a distinct melting point – it is liquid or it is solid. Pure lead and pure tin were the metals used in the Middle Ages to make this sort of object. We, of course, stick with tin. Alloys do not slush-cast well. The various melting points of the different metals in an alloy mean that over large temperature ranges the alloy is not either liquid or solid, but is sort of like grainy, wet sand – and it will not empty the mold.
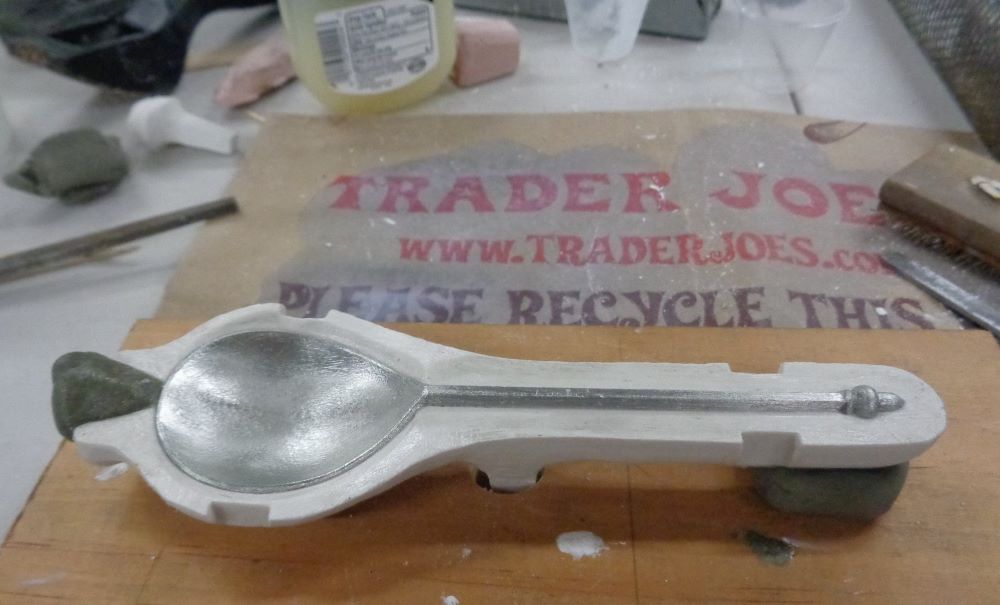
We made our first spoon mold 25 years ago – and have made several improved versions since. There is a persistent problem, though, and Mac has been engaged in the next experiment to solve it. The bowl of our spoons is usually slightly porous (more or less depending on the casting). Uncorrected, this lets liquid contents seep slowly through the metal. We have used two separate “repairs”: sometimes we hammer the bowl, which compacts the metal and closes up the tiny holes. The other solution is to fill the porosity with bismuth solder. Both methods work, but they take time and lead to additional clean up before the spoon is acceptable.
The cause of this problem is using a modern (tin/antimony/copper) alloy in a stone mold. We warm our molds before we cast, but they continue to warm while we repeatedly fill them with hot pewter. Spoon molds are large, and the stone does not transmit heat readily. The result is that the temperature of the mold stabilizes, but with a marked difference in temperature between the hot end where we pour the metal in – the bowl end – and the much cooler long stretch down the handle and to the knop. This means that the bowl cools much more slowly than the handle, and during that cooling porosity develops as the metal continues moving minutely.
One good and one porous cast in our standard alloy with porous area marked
A possible solution is to change our alloy – but we do not like our choices. There are two authentic types of alloy found in medieval spoons. One is tin/lead – and you know that is not food-safe. The other is tin/copper; we have tried that, but it is softer and easier to deform than our normal alloy, and we prefer not to use it. Another lead-free modern alloy is available (tin, bismuth, silver, and copper; distributed as “AquaClean”). It has a whitish surface when cast which we dislike, creaks slightly under even gentle pressure (like between your lips), and tarnishes very readily.
The other possibility is to change molds. By the eighteenth century metal molds were normally used to cast pewter spoons, dishes, and knickknacks of every sort. Antimonious alloys were also in common use. We thought it worthwhile to see whether a brass mold would permit us to cast spoons in our standard alloy successfully.
There are extant Roman era bronze molds for copper alloy objects (thanks to Mark Shier for this information). The British Portable Antiquities Scheme also report numerous brass molds for small items dated from the late medieval to early post-medieval date. (A search for medieval period molds can be reproduced at https://finds.org.uk/database/search/results/objecttype/MOULD/broadperiod/MEDIEVAL/material/7.) In addition, an inventory of a London pewterer’s shop from 1427 included three molds specified as brass, for making a charger and two platters respectively. (Quoted in John Blair’s English Medieval Industries, p.71. Thanks to James Supp for the citation.)
Medieval brass seal mold reported in the Portable Antiquities Scheme
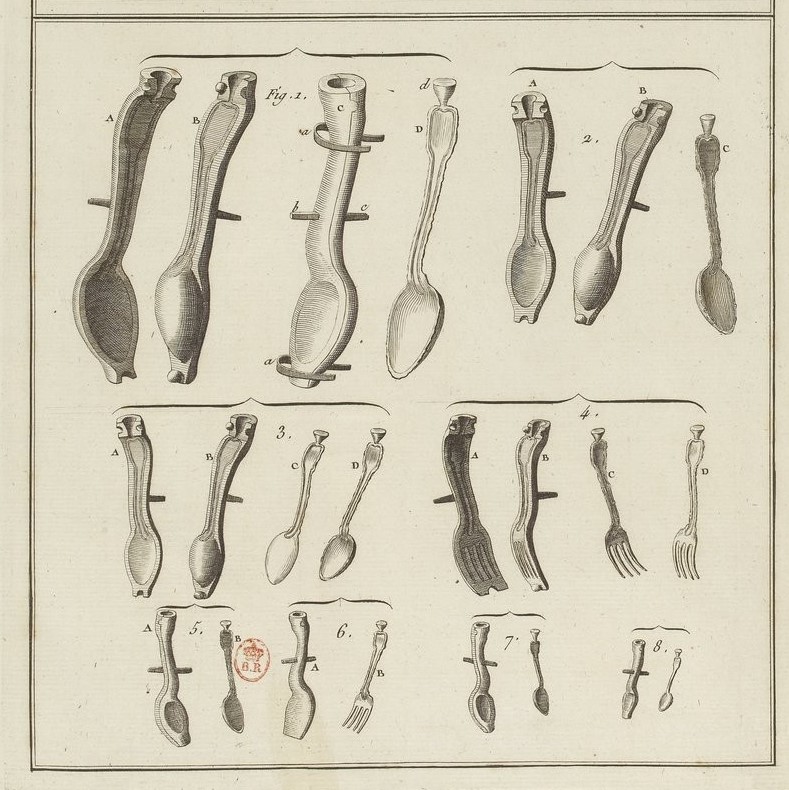
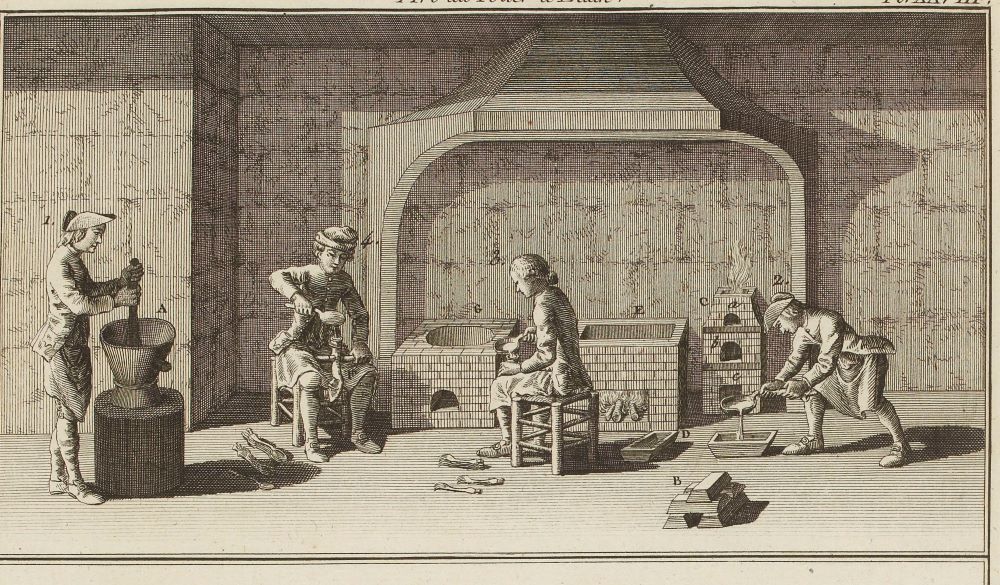
We depend for many technical details on an 18th-century work, the Art du potier d’étain of Pierre Augustin Salmon, Paris, 1788. This is a remarkable work with extensive information about the technology of somewhat later pewterer’s work. We deeply regret that Salmon never did write the chapter on mold-making, which he referred to repeatedly, but published the book without.
Casting spoons in metal molds, as per Salmon’s book. Plate XXVIII
Bolstered by all this information, Mac began the prolonged experiment of casting spoons with a brass mold. If you would like to read his extensive and repeated reports to fellow enthusiasts, with their helpful comments and advice, he has blogged this and related projects on the Armour Archive. The executive summary follows:
He created a plaster pattern for half the new mold by taking a cast off our most recent stone mold with the spoon in situ. He created locating keys for aligning the mold parts, and covered everything with grease.
Left: Pattern for half the mold with spoon embedded, built up on stone mold . Right: First pattern, with locating pins, greased up
He built up plaster for the matching pattern to create the second half of the mold, and when the plaster was dry (or nearly so) finished the two patterns to the form the mold was to have.
Left: Making the second pattern by piling up plaster on the first half Right: Both patterns together, cleaned up
He packed up the two patterns and shipped them to Patrick Thaden, who cast them in brass.
Left: Patterns in the casting flask Center: Patrick pouring the brass Right: Cast mold pieces, with sprue
We live and learn. Because the plaster did not make an ideal pattern for sand casting, clean up took a long time. Mac worked first on matching the two halves.
Left: Rough castings Center: Facing one mold piece as the first step in matching the halves Right: Matching the mold pieces
Once they fit together, he cleaned up the surfaces of the mold and made repeated adjustments to the volume at various places. He measured the thickness of the cast spoon, and recorded the results on multiple casts to guide the removal of material from the mold.
Left: Measuring the thickness of a casting Right: Recorded measurements of thickness. Circled areas are too thin and indicate where the mold must be deepened
While making early test casts, he used heavy applications of soot as a resist to keep the molten pewter from soldering itself to the metal mold. After one frightening, although ultimately inconsequential, failure of the resist he started patinating the surface by fuming the mold with vinegar after every work session in which fresh metal was exposed, as an additional protection. (During this time he also made a stool for an armored man to sit on to rest, after late medieval images, but that is a different story.)
Left: Pewter soldered to brass mold Right: Vinegar-fumed patinated mold
Although we cast standing at our bench, Mac went ahead and made slip-on wooden handles like those the (seated) caster is using in Salmon’s illustration. They are of most use to him in handling the mold with his right hand, since we routinely use a heavier glove on the left for holding the molds, and a lighter one on the right to pick up and pour the ladle of molten pewter and do other tasks requiring more dexterity.
Left: Mold with wooden handles Right: The mold at our pouring bench
He had to order in ocher, but as soon as he received it, Mac moved on to a resist compound containing the ocher, egg white, and vinegar, as per Salmon’s instructions. After a little experimentation, he has learned to apply it smoothly, and it is proving to be both effective and persistent during casting. The brass mold casts complete spoons within three pours – and keeps producing them without overheating the way the stone mold does – and without porosity.
Left: Mold halves painted with ocher Right: Successive good casts from the brass mold
We are pleased with the results of casting in this brass mold: spoons which are strong and nonporous, with surfaces that are easier to clean than those from the stone molds. Mac has begun experiments with new cleaning and polishing techniques, and we will share those results when they come to fruition.
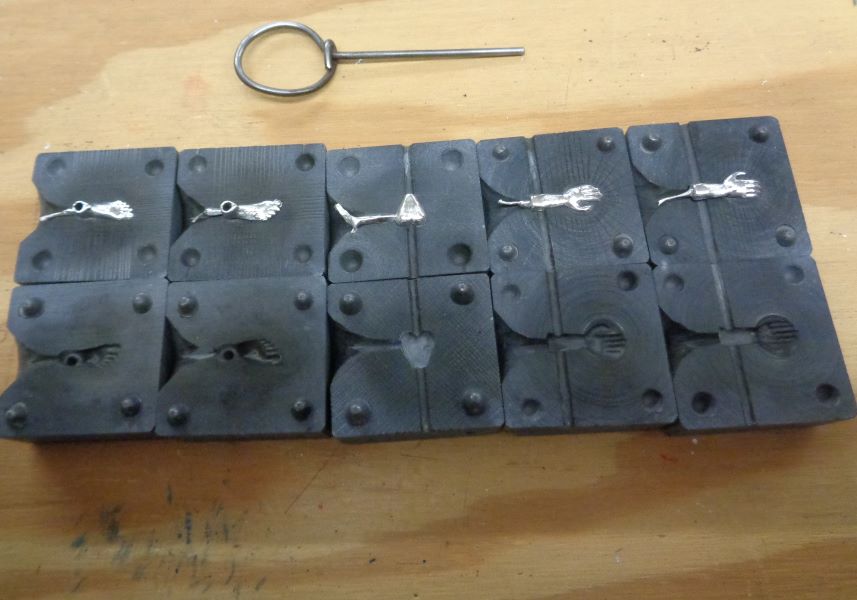
We thought you might enjoy seeing how we cast the beads in the Five Wounds of Christ set. Each of the five molds is made of two pieces of stone. A wire core keeps the hole in the middle of the bead open.
To cast the bead, we hold the mold closed in one hand and insert the core wire. You can see the end of the wire protruding in the photo where the pewter fills the sprue.
We pull the wire out while holding the mold tightly closed. This leaves the bead in the cavity. Keeping the mold closed gives us leverage to strip out the core – it is much easier than fighting individual beads off the wire.
In three of the molds – for the heart and the two hands – the wire lays between the two mold halves. In the molds for the feet, the wire goes through the stone instead.
In these molds the core wire is inserted and withdrawn perpendicularly through the two pieces of stone.